
 Interno
Interno
Hogar / Noticias / Sujetadores autoadhesivos: la guía completa para la fijación permanente de chapa metálica




Le damos la bienvenida para que se comunique con nosotros, estable no solo con su proveedor confiable, sino también de su socio comercial tortuoso.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Mar 04,2026
Los sujetadores autoadhesivos han revolucionado la forma en que los fabricantes unen componentes a láminas de metal delgadas. Estos sujetadores especializados se instalan permanentemente en láminas de metal mediante el uso de una prensa para desplazar el material anfitrión alrededor del vástago del sujetador, creando una fuerte unión mecánica que no se afloja, gira ni se cae. Ya sea que esté trabajando en gabinetes electrónicos, paneles automotrices o equipos industriales, comprender la tecnología de autocierre puede mejorar drásticamente la calidad y eficiencia de su ensamblaje.
Los sujetadores autoadhesivos son soluciones de sujeción permanente diseñadas específicamente para aplicaciones de chapa delgada donde la soldadura, el remachado o el roscado tradicionales no son prácticos ni efectivos. El término "remachado" se refiere al proceso de instalación en el que el sujetador se presiona en un orificio previamente perforado o perforado, lo que hace que el metal anfitrión fluya hacia una ranura especial o un corte socavado en el vástago del sujetador.
La magia ocurre durante la instalación cuando aplica fuerza usando una prensa o una herramienta de compresión. El sujetador presenta una cabeza dentada o moleteada que sujeta la superficie de la chapa, evitando la rotación. A medida que aumenta la presión, el metal alrededor del orificio se desplaza hacia el anillo o ranura de remachado del sujetador. Este proceso de conformado en frío crea un enclavamiento mecánico permanente que es increíblemente fuerte y resistente a las fuerzas de extracción.
Lo que hace que estos sujetadores sean particularmente valiosos es su capacidad para proporcionar roscas reutilizables en materiales demasiado delgados para el roscado convencional. Es posible que un orificio roscado estándar en metal de calibre delgado solo enganche dos o tres roscas, lo que genera conexiones débiles que se desprenden fácilmente. Los sujetadores autoadhesivos, por otro lado, traen su propia estructura de rosca robusta que se puede ensamblar y desmontar repetidamente sin degradarse.
El proceso de instalación es notablemente limpio y eficiente. A diferencia de la soldadura, no se requiere distorsión por calor, salpicaduras ni acabado. A diferencia de los adhesivos, no hay tiempo de curado ni preocupaciones medioambientales. El sujetador se instala en segundos y está inmediatamente listo para su uso, lo que lo hace perfecto para entornos de producción de gran volumen donde la velocidad y la consistencia son importantes.
el sujetador autoadhesivo La familia incluye numerosas variaciones, cada una diseñada para aplicaciones y requisitos específicos. Comprender estos diferentes tipos le ayudará a seleccionar el sujetador adecuado para sus necesidades particulares.
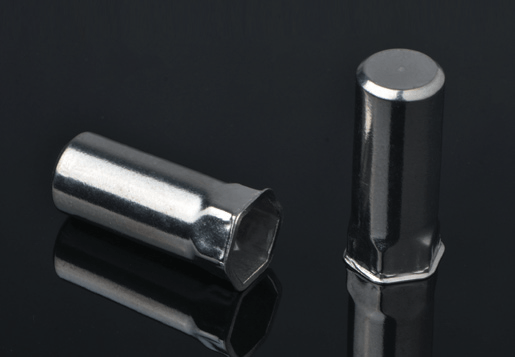
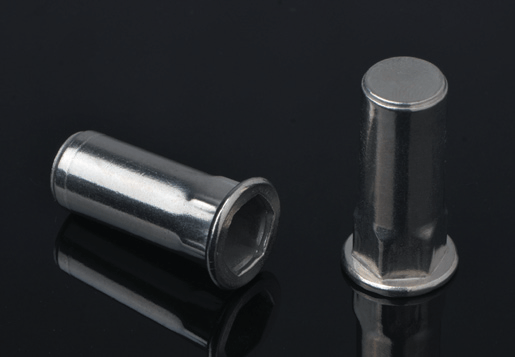
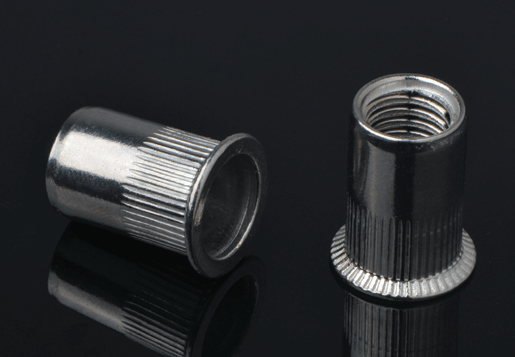
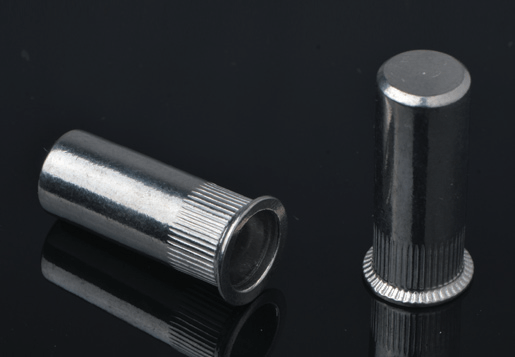
Las tuercas autoajustables son probablemente el tipo más común que encontrará. Estas tuercas se instalan al ras o casi al ras con la superficie de la chapa y proporcionan roscas internas permanentes para pernos o tornillos. Vienen en varios estilos, incluidas formas de cuerpo redondas, hexagonales y cuadradas. Los tipos redondos son más fáciles de instalar y trabajar en cualquier orientación, mientras que los cuerpos hexagonales y cuadrados brindan características antirrotación para aplicaciones donde la tuerca puede estar sujeta a torsión.
Los pernos autoadhesivos proporcionan roscas externas que sobresalen de la superficie de la chapa. Son ideales cuando necesita fijar componentes desde el lado opuesto del panel o cuando las limitaciones de espacio impiden el acceso a ambos lados durante el montaje. Los montantes están disponibles en varias longitudes y tamaños de rosca, y pueden instalarse al ras, extendidos o incluso empotrados, según sus requisitos de diseño.
Los separadores crean un espacio preciso entre componentes o placas de circuito. Son esencialmente espaciadores roscados que se fijan al panel base y proporcionan puntos de montaje a una distancia fija de la superficie. Los fabricantes de productos electrónicos dependen en gran medida de separadores para el montaje de placas de circuito, creando espacios de aire para refrigeración y aislamiento eléctrico.
else fasteners don't provide threads but instead offer precise positioning and alignment. Locating pins help ensure components assemble in exactly the right position every time, which is critical for maintaining tight tolerances in complex assemblies. Some designs incorporate spring-loaded mechanisms for component retention without threaded fasteners.
Los sujetadores de paneles autoadhesivos incluyen tornillos cautivos, sujetadores de un cuarto de vuelta y mecanismos de liberación rápida que se instalan permanentemente en el panel pero permiten el acceso a los gabinetes sin herramientas. Son populares en equipos electrónicos y de telecomunicaciones donde los técnicos necesitan acceso regular para mantenimiento.
Los sujetadores autoadhesivos se fabrican a partir de diversos materiales para adaptarse a los diferentes requisitos de aplicación, condiciones ambientales y tipos de metal receptor. Elegir la combinación de materiales adecuada garantiza un rendimiento y una longevidad óptimos.
| Materiales | Propiedades | Mejores aplicaciones |
| Acero al carbono | Alta resistencia, económico, requiere revestimiento para resistencia a la corrosión. | Uso industrial general, aplicaciones en interiores, situaciones de alta carga. |
| Acero inoxidable (Serie 300) | Excelente resistencia a la corrosión, no magnético, buena resistencia. | Procesamiento de alimentos, dispositivos médicos, entornos marinos. |
| Aluminio | Ligero, naturalmente resistente a la corrosión, menor resistencia. | Electrónica, aeroespacial, conjuntos de peso crítico |
| Latón | Conductores eléctricos, aspecto decorativo, buena maquinabilidad. | Puesta a tierra eléctrica, blindaje EMI, paneles decorativos. |
| Acero inoxidable (Serie 400) | Magnético, más duro que la serie 300, buena resistencia a la corrosión. | Automoción, electrodomésticos, entornos de corrosión moderada. |
Más allá de los materiales base, las opciones de acabado añaden otra capa de personalización. El revestimiento de zinc proporciona una protección económica contra la corrosión para los sujetadores de acero al carbono. La pasivación mejora la resistencia natural a la corrosión del acero inoxidable. Los sujetadores de aluminio anodizado mejoran la dureza de la superficie y permiten la codificación por colores. Algunos fabricantes ofrecen recubrimientos especializados como zinc-níquel para ambientes extremos o cromo fino y denso para aplicaciones que requieren baja fricción y una protección superior contra la corrosión.
La instalación adecuada es fundamental para que los sujetadores autoadhesivos alcancen su máximo potencial de rendimiento. Si bien el proceso parece sencillo, la atención al detalle marca la diferencia entre una instalación segura y permanente y una que falla prematuramente.
el hole preparation is your first critical step. The hole diameter must match the fastener specifications exactly. Too small and the fastener won't install properly or may damage the sheet metal. Too large and the clinching action won't create adequate material displacement for a strong bond. Manufacturers provide precise hole size recommendations for each fastener type and sheet thickness combination.
El espesor de la chapa es igualmente importante. Cada sujetador autoadhesivo está clasificado para rangos de espesor de material específicos. El uso de un sujetador de metal que es demasiado delgado da como resultado un avance donde el material desplazado empuja a través del lado opuesto. Demasiado grueso y el material no se desplazará adecuadamente hacia las funciones de remachado. Consulte siempre las tablas del fabricante para hacer coincidir las especificaciones de los sujetadores con el calibre de su chapa metálica.
Los requisitos de fuerza de instalación varían según el tamaño, el tipo y la dureza del material del sujetador. La instalación manual funciona para pequeñas cantidades utilizando prensas de árbol o herramientas de compresión manuales. Los entornos de producción suelen utilizar prensas neumáticas, prensas servoeléctricas o máquinas de inserción dedicadas. La clave es aplicar una presión recta y uniforme, perpendicular a la superficie de la hoja. La instalación en ángulo puede dañar el sujetador o crear juntas débiles.
Los sujetadores autoadhesivos ofrecen numerosos beneficios que los hacen superiores a los enfoques de sujeción tradicionales en muchas aplicaciones. Comprender estas ventajas ayuda a justificar su uso y optimizar sus opciones de diseño.
el permanent installation nature eliminates the risk of fasteners falling out during shipping or assembly. Unlike loose hardware that can vibrate free, self-clinching fasteners become an integral part of the panel structure. This is particularly valuable in applications subject to vibration like automotive, aerospace, or industrial machinery where loose fasteners can cause catastrophic failures.

La resistencia y reutilización del hilo superan con creces lo que es posible con orificios roscados en metal delgado. Un orificio roscado en aluminio de 0,062 pulgadas puede proporcionar solo dos roscas completas, lo que lleva a un desmontaje con un torque modesto. Una tuerca autoremachable del mismo material proporciona una conexión total de la rosca con una resistencia a la extracción que supera las 1000 libras y se puede montar y desmontar cientos de veces sin que se degrade la rosca.
el installation process is clean, fast, and requires no special skills. Welding requires trained operators, creates hazardous fumes, and often distorts thin materials. Riveting provides permanent attachment but no reusability and often requires access to both sides of the assembly. Self-clinching installation takes seconds, produces no fumes or sparks, and can be performed by anyone with minimal training.
La rentabilidad mejora drásticamente en los volúmenes de producción. Si bien los sujetadores autoadhesivos individuales cuestan más que las tuercas o tornillos básicos, el costo total del ensamblaje a menudo cae significativamente. Elimina operaciones secundarias como soldadura o roscado, reduce el tiempo de mano de obra, minimiza el retrabajo por roscas peladas y disminuye los reclamos de garantía por hardware suelto o faltante.
Los sujetadores autoadhesivos se han vuelto indispensables en una amplia gama de industrias, cada una de las cuales aprovecha sus capacidades únicas para resolver desafíos de ensamblaje específicos.
el electronics industry represents one of the largest consumers of self-clinching hardware. Computer chassis, server racks, network equipment, and consumer electronics all rely heavily on these fasteners. The ability to create strong mounting points in thin metal or aluminum enclosures without damaging sensitive components makes them ideal for this application. Circuit board standoffs maintain precise spacing for multi-board assemblies while providing solid grounding connections.
Los fabricantes de automóviles utilizan millones de sujetadores autoadhesivos en todo, desde paneles de carrocería hasta unidades de control electrónico. Los vehículos modernos contienen docenas de módulos electrónicos, cada uno de ellos alojado en carcasas metálicas que utilizan tuercas y pernos para su montaje. Los sujetadores resisten el duro entorno automotriz, incluidas temperaturas extremas, vibraciones y exposición a productos químicos, manteniendo su integridad durante toda la vida útil del vehículo.
Los equipos de telecomunicaciones dependen de sujetadores autoadhesivos para racks de servidores, conmutadores de red y gabinetes exteriores. La combinación de la resistencia a la corrosión de los sujetadores de acero inoxidable y la capacidad de crear equipos que puedan recibir servicio rápidamente los hace perfectos para aplicaciones de telecomunicaciones donde el tiempo de actividad es fundamental y los técnicos necesitan un acceso rápido para las reparaciones.
La fabricación de dispositivos médicos valora el proceso de instalación limpia y la disponibilidad de materiales biocompatibles. Los equipos de diagnóstico, los instrumentos quirúrgicos y los dispositivos de monitorización de pacientes suelen contar con carcasas de acero inoxidable con sujetadores autoadhesivos que pueden soportar ciclos repetidos de limpieza y esterilización sin degradarse.
Las aplicaciones aeroespaciales exigen los más altos estándares de rendimiento y los sujetadores autoadhesivos los cumplen. Los sujetadores de aluminio livianos reducen el peso y mantienen la resistencia. La instalación permanente evita problemas de FOD (desechos de objetos extraños) debidos a hardware suelto. Muchos sujetadores de grado aeroespacial incluyen características especiales como materiales de mayor resistencia y diseños patentados certificados para aplicaciones críticas de vuelo.
La incorporación de sujetadores autoadhesivos en sus diseños requiere una planificación cuidadosa para maximizar sus beneficios y evitar errores comunes. Estas pautas de diseño ayudan a los ingenieros a crear conjuntos robustos que aprovechan al máximo la tecnología de remachado.
La distancia al borde es muy importante para la integridad de la instalación. Instalar un sujetador demasiado cerca del borde del panel puede hacer que el borde se deforme o se rompa durante la instalación, ya que el material desplazado no tiene adónde ir. La mayoría de los fabricantes recomiendan una distancia mínima al borde de dos a tres veces el diámetro del sujetador, aunque los requisitos específicos varían según el tipo de sujetador y el grosor del material.
El espacio entre los sujetadores afecta tanto la resistencia como la calidad de la instalación. Cuando se instalan varios sujetadores muy cerca, los campos de tensión de cada instalación pueden interactuar. Si está demasiado cerca, corre el riesgo de que se distorsione el material o se reduzca la resistencia a la extracción. Las pautas generales sugieren espaciar los sujetadores con una separación de al menos tres diámetros de centro a centro, pero siempre verifique con las recomendaciones específicas del fabricante de sus sujetadores.
La compatibilidad del material entre el sujetador y el metal receptor previene la corrosión galvánica y garantiza un remachado adecuado. Los sujetadores de acero inoxidable funcionan bien en paneles de acero inoxidable, aluminio o acero. Los sujetadores de aluminio solo deben usarse en paneles de aluminio para evitar la corrosión. Cuando sea inevitable mezclar materiales, considere recubrimientos o materiales de barrera para evitar el contacto directo de metal con metal.
| Factor de diseño | Directriz | Por qué es importante |
| Tolerancia del diámetro del agujero | 0,000 / -0,004 pulgadas típica | Garantiza un remachado adecuado sin roturas ni uniones débiles. |
| Planitud de chapa metálica | Dentro de 0,020 pulgadas por pie | Previene problemas de instalación y garantiza un asiento nivelado |
| Acabado superficial | Se recomiendan 125 micropulgadas o más | Las superficies lisas permiten un mejor flujo del material durante el remachado. |
| Proximidad del radio de curvatura | Espesor mínimo de la hoja 3x desde el pliegue | Mantiene la superficie de instalación plana y evita la concentración de tensiones. |
| Dirección de carga | Optimizar para cargas de tracción perpendiculares a la hoja | La resistencia a la extracción supera significativamente la resistencia al corte |
Incluso con una planificación adecuada, pueden surgir problemas de instalación. Reconocer y corregir estos problemas rápidamente evita problemas de calidad y retrasos en la producción.
La inclinación del sujetador durante la instalación generalmente indica una desalineación entre el punzón y el orificio o un soporte inadecuado debajo del panel. El sujetador ingresa en ángulo en lugar de perpendicular, lo que resulta en un remachado desigual y una resistencia reducida. Las soluciones incluyen verificar la alineación de las herramientas, garantizar un soporte rígido del panel y verificar que los orificios estén limpios y sin rebabas.
El avance se produce cuando el material desplazado atraviesa el lado opuesto de la lámina en lugar de fluir hacia la ranura de remachado. Esto generalmente significa que la lámina de metal es demasiado delgada para el sujetador seleccionado, la fuerza de instalación es excesiva o el material es demasiado blando. Cambiar a un sujetador diseñado para materiales más delgados o seleccionar un estilo de sujetador diferente a menudo resuelve problemas importantes.
Un remachado incompleto deja el sujetador suelto o capaz de girar. Esto sucede cuando la fuerza de instalación es insuficiente, el orificio es demasiado grande o el material es demasiado duro para el diseño del sujetador. Verifique que la fuerza de instalación cumpla con las especificaciones del fabricante, verifique el diámetro del orificio con las especificaciones y considere si la dureza del material excede la clasificación del sujetador.
La distorsión de la superficie alrededor del sujetador crea hoyuelos o manchas de aceite en el panel. Por lo general, esto se debe a un soporte inadecuado durante la instalación o a la instalación de sujetadores demasiado cerca de curvas o bordes. El uso de yunques y soportes de respaldo adecuados elimina la mayoría de los problemas de distorsión. Cuando la distorsión es inevitable debido a limitaciones de diseño, considere estilos de sujetadores avellanados o con cabeza al ras que minimicen el impacto visual.
Validar que los sujetadores autoadhesivos instalados cumplan con los requisitos de rendimiento garantiza la confiabilidad del producto y previene fallas en el campo. Varias pruebas estándar evalúan la calidad de instalación de los sujetadores y la capacidad de carga.
La prueba de empuje mide la fuerza necesaria para empujar el sujetador completamente a través de la lámina de metal. Esta prueba revela si se produjo un remachado adecuado durante la instalación. Los valores de empuje aceptables varían según el tipo y tamaño del sujetador, pero deben cumplir o exceder las especificaciones publicadas por el fabricante. Los valores de expulsión bajos indican problemas de instalación como fuerza insuficiente, agujeros de gran tamaño o incompatibilidad de materiales.
La prueba de torsión determina cuánta fuerza de rotación puede soportar el sujetador antes de girar en el panel. Las tuercas y los pernos autoadhesivos nunca deben girar, independientemente del torque de montaje, hasta sus límites nominales. La prueba implica aumentar gradualmente el torque mientras se monitorea cualquier rotación. La falla indica una instalación deficiente, sujetadores de tamaño insuficiente para la aplicación o dentados dañados en la cabeza del sujetador.
La prueba de tracción y extracción aplica una fuerza perpendicular a la superficie de la hoja para medir la capacidad de carga máxima. Esta prueba es fundamental para aplicaciones donde los sujetadores experimentan fuerzas de tracción durante el uso. Las pruebas adecuadas utilizan equipos calibrados y siguen procedimientos estándar para garantizar resultados repetibles y significativos. Muchas industrias tienen requisitos específicos de resistencia a la extracción que deben cumplirse para obtener la certificación.
La inspección visual sigue siendo uno de los métodos de control de calidad más prácticos para los entornos de producción. Los inspectores capacitados buscan un asiento adecuado para la cabeza, ausencia de inclinación, formación uniforme de anillos de cierre y ausencia de distorsión del panel. Muchas empresas desarrollan estándares visuales que incluyen muestras transversales que muestran instalaciones aceptables e inaceptables para capacitación y referencia de los operadores.
Comprender el costo real de los sujetadores autoadhesivos requiere mirar más allá del precio por pieza y considerar los costos totales de ensamblaje, las mejoras de calidad y los ahorros a largo plazo. Un análisis de costos integral a menudo revela que los costos más altos de los sujetadores se compensan con ahorros significativos en otras partes del proceso de fabricación.
Los costos directos de material para los sujetadores autoadhesivos son más altos que los de las tuercas y pernos básicos, generalmente de dos a cinco veces más por pieza, según el tipo y el volumen. Sin embargo, esta comparación ignora el panorama más amplio. Cuando se tienen en cuenta las operaciones eliminadas, el autocierre a menudo se vuelve competitivo en costos o incluso menos costoso que las alternativas.
Los ahorros de mano de obra se acumulan rápidamente en los entornos de producción. La instalación de un sujetador autoadhesivo toma solo unos segundos y requiere una habilidad mínima del operador. Compare esto con las roscas roscadas que requieren perforación, roscado, limpieza e inspección. O soldadura que necesita operadores capacitados, amplio equipo de seguridad, limpieza posterior a la soldadura y verificación de calidad. La diferencia en el costo de mano de obra por ensamblaje puede exceder fácilmente el mayor costo de los sujetadores.
Los costos de calidad disminuyen sustancialmente con la tecnología de autocierre. Orificios roscados en tiras metálicas delgadas con frecuencia, lo que requiere repaso o desecho. Los accesorios soldados pueden agrietarse o crear distorsiones que requieran enderezarse. Las instalaciones autoadhesivos son muy consistentes y confiables, lo que reduce las tasas de defectos y los reclamos de garantía. El valor de la reducción de desechos y retrabajo por sí solo a menudo justifica el sobreprecio del costo de los sujetadores.
La simplificación del inventario proporciona ahorros ocultos. El autoremachado elimina la necesidad de almacenar tuercas, arandelas y arandelas de seguridad correspondientes para cada tamaño de perno. También elimina las preocupaciones sobre hardware mezclado o perdido durante el montaje. Los números de piezas simplificados y los costos reducidos de mantenimiento de inventario contribuyen a la reducción general de costos.
el self-clinching fastener industry continues to evolve with new materials, designs, and applications emerging to meet changing manufacturing needs. Staying aware of these trends helps engineers leverage the latest technology for competitive advantage.
Los materiales livianos están impulsando la innovación en el diseño de sujetadores a medida que los fabricantes automotrices y aeroespaciales persiguen objetivos agresivos de reducción de peso. Las nuevas aleaciones de aluminio y los polímeros diseñados desafían a los materiales de fijación tradicionales. Los fabricantes están respondiendo con diseños de sujetadores ultraligeros que mantienen la resistencia y minimizan el peso. Algunos sujetadores experimentales incorporan compuestos de fibra de carbono o aleaciones de magnesio para lograr ahorros de peso extremos.
La integración de la automatización avanza rápidamente a medida que los fabricantes buscan eliminar los pasos de ensamblaje manual. Los nuevos diseños de sujetadores autoadhesivos incluyen características específicas para el manejo e instalación robótica. Los sistemas de instalación guiados por visión localizan automáticamente las posiciones de los orificios e instalan sujetadores sin intervención humana. Estos sistemas aumentan drásticamente la velocidad y la consistencia de la instalación al tiempo que reducen los costos de mano de obra.
Los sujetadores inteligentes con sensores integrados representan una tecnología emergente para aplicaciones críticas. Imagine tuercas autoajustables que monitorean el torque de los pernos y alertan cuando los sujetadores se aflojan, o sujetadores con detección de temperatura para aplicaciones de gestión térmica. Si bien todavía se encuentran principalmente en investigación y desarrollo, estas tecnologías podrían transformar la forma en que monitoreamos y mantenemos los productos ensamblados.
Las consideraciones medioambientales están influyendo en la selección de materiales y los procesos de fabricación. Los fabricantes están desarrollando sujetadores a partir de materiales reciclados e implementando métodos de producción más sostenibles. Las alternativas de revestimiento sin plomo y sin cromo cumplen con las regulaciones ambientales y al mismo tiempo mantienen la protección contra la corrosión. La tendencia de la industria hacia los principios de la economía circular significa que los futuros sujetadores priorizarán cada vez más la reciclabilidad y el impacto ambiental a lo largo de su ciclo de vida.
Los recubrimientos y tratamientos de superficie avanzados continúan ampliando el ámbito operativo de los sujetadores autoadhesivos. Las nuevas tecnologías de recubrimiento brindan una resistencia superior a la corrosión, reducen la fricción para facilitar el montaje o agregan propiedades de aislamiento eléctrico. Algunos recubrimientos incorporan propiedades antimicrobianas para aplicaciones médicas y de servicios alimentarios, mientras que otros proporcionan resistencia a temperaturas extremas para sistemas de escape de automóviles u hornos industriales.






")
")
")

Copyright © Estable Industrial Fasteners Co., Ltd. All Rights Reserved
