
 Interno
Interno
Hogar / Noticias / Elementos de fijación autoadhesivos: cómo funcionan, qué tipo utilizar y cómo especificarlos correctamente




Le damos la bienvenida para que se comunique con nosotros, estable no solo con su proveedor confiable, sino también de su socio comercial tortuoso.
 +(86) -133 8863 9264
+(86) -133 8863 9264

Apr 01,2026
Los sujetadores autoadhesivos son componentes de hardware diseñados con precisión (tuercas, pernos, separadores, pasadores y soportes para bridas para cables) que se instalan permanentemente en láminas de metal delgadas apretándolas en un orificio previamente perforado usando una punzonadora, una prensa de eje o una herramienta de inserción hidráulica. A diferencia de los sujetadores soldados que requieren calor, o de los insertos adhesivos que dependen de la unión química, los sujetadores autoadhesivos se anclan mecánicamente a través de un proceso de conformado en frío: el anillo dentado o moleteado del sujetador desplaza el material de la hoja hacia una ranura recortada especialmente diseñada a medida que se aplica presión, creando una junta permanente montada al ras que no se puede girar ni empujar hacia afuera del panel.
Vale la pena comprender la física de la instalación autoremachable porque explica por qué los requisitos del proceso no son negociables. Cuando se aplica presión de inserción, el yunque de remachado endurecido del sujetador ingresa en el orificio perforado y la geometría del vástago desplaza el material laminar más blando hacia afuera y luego hacia adentro en la ranura socavada debajo del anillo de remachado. Este metal desplazado se bloquea mecánicamente alrededor del corte, creando una junta cuya carga de empuje está determinada por la resistencia al corte de la columna de metal desplazada. El material del panel debe ser más blando que el material del sujetador (normalmente, al menos Rockwell B 20) para permitir que esta deformación plástica se produzca limpiamente sin rebotar ni dejar de llenar el corte.
El resultado es un sujetador que se convierte en una parte permanente del panel de chapa metálica, al ras o ligeramente sobresaliendo de una superficie, proporcionando un punto de conexión roscado o sin rosca de alta calidad que se puede usar con cualquier sujetador acoplado estándar. La tecnología de autoremachado fue desarrollada y patentada por Penn Engineering (marca PEM) en la década de 1940 y desde entonces se ha convertido en un método de instalación estándar global para conjuntos de chapa metálica en la fabricación de equipos electrónicos, de telecomunicaciones, automotrices, aeroespaciales y industriales, con docenas de fabricantes que producen líneas de productos compatibles bajo marcas como Sherex, Wurth, Optimas y Bollhoff.
el sujetador autoadhesivo La familia cubre una amplia gama de tipos funcionales, cada uno de ellos diseñado para resolver una necesidad mecánica específica en conjuntos de chapa. Seleccionar el tipo correcto antes de especificar el tamaño de la rosca o el material ahorra una cantidad significativa de retrabajo y garantiza que el sujetador instalado realmente realice su función prevista en el producto ensamblado.
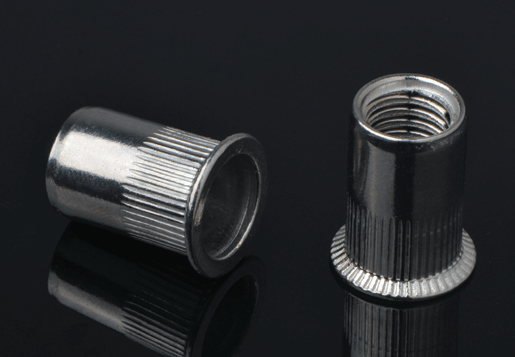
Las tuercas autoremachables, también llamadas tuercas remachables o tuercas PEM, son el tipo más utilizado. Se instalan al ras en un panel desde un lado y proporcionan un orificio roscado para un perno coincidente o un tornillo para metales desde cada lado. La tuerca instalada presenta una superficie limpia, al ras o ligeramente elevada que es totalmente compatible con pernos de rosca métrica y unificada estándar. Las tuercas de remache están disponibles en paso de rosca estándar, rosca fina y rosca métrica ISO desde M2 hasta M12, cubriendo toda la gama de tamaños de sujetadores utilizados en gabinetes, soportes y paneles estructurales de chapa metálica. Se utilizan dondequiera que una chapa fina no proporcione suficiente espesor de material para una rosca roscada fiable, lo que en la práctica significa prácticamente cualquier chapa de acero de menos de 3 mm y cualquier chapa de aluminio de menos de 5 mm.
Los montantes autoadhesivos se instalan permanentemente en un panel con un montante roscado que sobresale de la cara de instalación, proporcionando un poste roscado fijo que acepta una tuerca en el otro lado. Eliminan la necesidad de mantener fijo un perno mientras se aprieta una tuerca en la cara opuesta: el perno está fijado al panel y no puede girar, por lo que el montaje solo requiere una tuerca y una llave en un lado. Los pernos de cierre se utilizan para el montaje de componentes en gabinetes electrónicos, para fijar paneles a marcos de chasis y para cualquier ensamblaje donde se necesita una rosca externa permanente en un lugar donde la parte posterior del panel es inaccesible durante el ensamblaje final. Están disponibles en variantes de rosca completa y parcial y en longitudes de 4 mm a 50 mm para los tamaños de rosca más comunes.
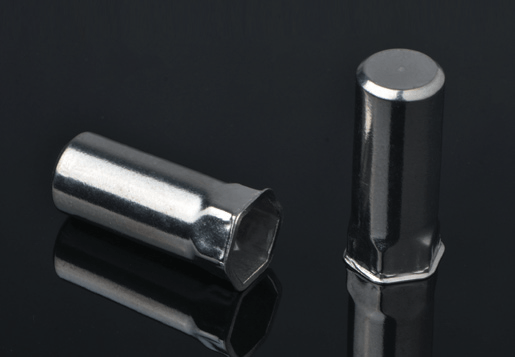
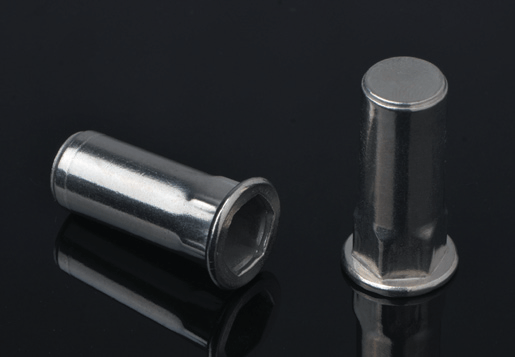
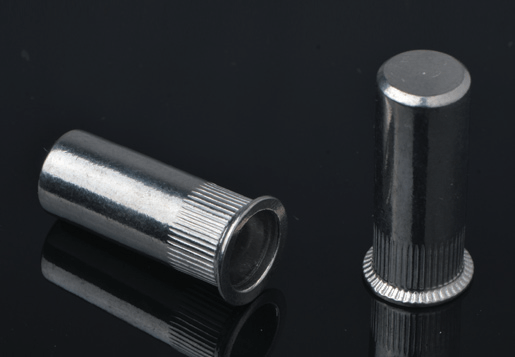
Los separadores autoadhesivos son espaciadores cilíndricos huecos con o sin rosca que se instalan permanentemente en un panel y proporcionan una separación fija y definida entre el panel y un segundo componente, generalmente una placa de circuito impreso, una placa de cubierta o un panel de chasis apilado. Son esenciales en el ensamblaje de componentes electrónicos para el montaje de PCB, donde mantener un espacio preciso y constante entre la placa y el chasis metálico evita cortocircuitos, permite el flujo de aire para la refrigeración y proporciona el soporte estructural que evita la flexión de la PCB durante el montaje y la vibración en servicio. Los separadores de remache están disponibles en configuraciones macho (rosca externa) y hembra (rosca interna), lo que permite unir el segundo componente con una tuerca o un tornillo según los requisitos de acceso al ensamblaje.
Más allá de los tipos de tuerca central, espárrago y separador, la familia autoadhesivo incluye placas de tuerca flotantes (que permiten un movimiento lateral limitado para adaptarse a la desalineación de los orificios durante el montaje), pasadores de bloqueo para aplicaciones de alineación y pivotación, soportes en ángulo recto para montar componentes perpendiculares al plano del panel, soportes para bridas anclados permanentemente en el panel para un enrutamiento limpio de los cables y accesorios de acceso autoadhesivos que incluyen tornillos cautivos y sujetadores de cuarto de vuelta para aplicaciones de paneles removibles. Cada tipo especial resuelve un desafío de ensamblaje específico con el mismo beneficio fundamental que los tipos básicos: instalación permanente y de alta resistencia en láminas de metal delgadas desde un solo lado, sin soldadura, sin adhesivo y sin necesidad de acabado posterior a la instalación.
el fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
El autoremachado en acero endurecido, láminas de acero inoxidable superiores a la serie 300 u otros metales duros no es posible o produce instalaciones con un rendimiento drásticamente reducido en comparación con los valores nominales. Para aplicaciones que requieren sujetadores en materiales laminares más duros, se deben utilizar tecnologías alternativas (tuercas soldadas, tuercas remachables ciegas o inserciones adhesivas). Este es uno de los errores de especificación más comunes que se encuentran cuando los ingenieros adoptan sujetadores autoadhesivos por primera vez: aplicarlos a gabinetes de acero inoxidable sin verificar la dureza de la hoja con los requisitos de dureza del sujetador.
| Material de la hoja | Dureza típica | Materiales de fijación compatibles | ¿Adecuado para autoremachado? |
|---|---|---|---|
| Acero dulce/bajo en carbono (CR, HR) | HRB 40–80 | Acero al carbono, acero inoxidable. | Sí - ideal |
| Aleación de aluminio (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Acero al carbono, acero inoxidable., aluminum (special) | Sí, con el grado de sujetador correcto |
| Hoja de cobre/latón | HRB 30–70 | acero inoxidable, acero | Sí, con diferencial de dureza adecuado |
| Acero inoxidable austenítico (304, 316) | HRB 75–95 | Sólo acero endurecido | Marginal: verificar la dureza; considerar alternativas |
| Acero endurecido/de alta resistencia | HRC 25 | Ninguno práctico | No: utilice tuercas para soldar o tuercas remachables ciegas. |
Para conjuntos de láminas de aluminio, los sujetadores autoadhesivos de acero estándar se instalan correctamente y proporcionan altas cargas de extracción porque la diferencia de dureza entre los sujetadores de acero endurecido y las aleaciones de aluminio blando es más que adecuada. La cuestión de la compatibilidad galvánica es independiente de la cuestión de la compatibilidad de la instalación: una tuerca remachable de acero instalada en un panel de aluminio se sujetará de manera confiable, pero puede causar corrosión galvánica en la interfaz en ambientes de servicio húmedos o mojados. Para paneles de aluminio en ambientes corrosivos, especifique sujetadores autoadhesivos de acero inoxidable o sujetadores autoadhesivos de aluminio cuando estén disponibles, y verifique que los productos específicos de tuercas de aluminio diseñados para la instalación de aluminio (que utilizan un cuerpo de sujetador más suave para mantener el diferencial de dureza) se utilicen para el grado de aleación de lámina especificado.

Cada sujetador autoadhesivo tiene un espesor de hoja mínimo por debajo del cual la acción de remachado no puede producir un bloqueo mecánico confiable, y un espesor de hoja recomendado en el cual se optimiza el rendimiento. Estos límites no son pautas: instalar un sujetador autoadhesivo en una lámina más delgada que su mínimo producirá una instalación que parece completa pero que tiene una capacidad de carga de extracción y empuje dramáticamente reducida, generalmente fallando en una fracción del rendimiento nominal.
El espesor mínimo de la lámina para tuercas autoremachantes de acero suele ser de 0,5 a 0,8 mm para tamaños de rosca M2 a M3, y aumenta a 1,2 a 1,6 mm para tamaños de M6 a M8. El espesor mínimo depende del volumen de material que debe fluir plásticamente en la ranura socavada para lograr la carga de extracción nominal: una lámina demasiado delgada simplemente no hay suficiente material para llenar la socavación adecuadamente. También se especifica el espesor máximo de la lámina, por encima del cual el cuerpo del sujetador no sobresale lo suficiente a través de la lámina para acoplarse correctamente al yunque de remachado. El concepto de gama de agarre de tuercas remachables ciegas tiene un equivalente en autoremachado: cada producto está diseñado para una ventana de espesor de panel definido, y permanecer dentro de esa ventana es esencial para el rendimiento.
Los sujetadores autoadhesivos requieren un orificio redondo y limpio de un diámetro preciso; el diámetro del orificio de instalación tiene una tolerancia más ajustada que la tolerancia de perforación típica, generalmente especificada en ±0,05 mm o mejor. Se prefieren los agujeros perforados a los agujeros perforados para instalaciones de producción de autoremachado porque el punzonado produce un agujero limpio y de tamaño preciso de manera constante a altas tasas de producción, sin rebabas en el lado de entrada del punzón (el lado desde el que se remacha el sujetador) cuando la holgura del punzón y la matriz está configurada correctamente. Los orificios perforados se pueden utilizar para prototipos y trabajos de bajo volumen, pero requieren desbarbado en ambas caras y un control cuidadoso del diámetro para garantizar que se encuentren dentro de la estrecha ventana de tolerancia que requiere el sujetador. Los orificios cortados con láser son cada vez más comunes y producen una excelente precisión del diámetro, pero pueden tener una zona ligeramente afectada por el calor en el borde cortado que reduce la ductilidad del material en la pared del orificio; verifique con pruebas de instalación antes de comprometerse con orificios cortados con láser para aplicaciones de producción de autoremachado.
Los sujetadores autoadhesivos se instalan utilizando un yunque de instalación plano y liso, ya sea en una prensa de banco, prensa de eje, prensa de marco en C o punzonadora de producción, que aplica una fuerza de compresión perpendicular a la superficie del panel. El yunque hace contacto con la cabeza del sujetador mientras el panel descansa sobre una superficie de soporte plana con el vástago del sujetador sobresaliendo a través del orificio preparado. A medida que se cierra la prensa, el sujetador se introduce en la lámina y el anillo de remachado deforma el material de la lámina en la ranura socavada con un solo movimiento suave.
el installation force required depends on the fastener type, thread size, sheet material, and sheet thickness. Typical installation forces range from approximately 1 kN for small M2 clinch nuts in thin aluminum up to 40–60 kN for large M10–M12 clinch studs in steel sheet. These forces are well within the capacity of standard bench arbor presses for small sizes, but larger sizes require a properly rated C-frame or hydraulic press. The installation must be performed with the anvil and support surface parallel — any angular deviation causes the fastener to install at a tilt, misaligning the thread axis and reducing pull-out strength.
En la fabricación de chapa metálica de gran volumen (fabricación de bastidores de servidores, producción de componentes de carrocerías de automóviles y fabricación de gabinetes electrónicos), los sujetadores autoadhesivos se instalan automáticamente utilizando máquinas dedicadas de alimentación e inserción o módulos de inserción integrados en herramientas de punzonado. Las máquinas de inserción automática utilizan alimentadores de tazón o empaques de cinta y carrete para orientar y alimentar sujetadores individuales al cabezal de inserción a velocidades de cientos de piezas por minuto, con sistemas de monitoreo de fuerza o visión para detectar sujetadores faltantes o mal cargados y rechazar paneles con defectos de instalación antes de continuar con el proceso de ensamblaje. Algunos fabricantes de punzonadoras ofrecen herramientas de inserción de autoremachado que instalan sujetadores en la misma carrera de prensa que la operación de perforación, eliminando por completo un paso de inserción separado y logrando cero tiempo de ciclo adicional para la instalación de sujetadores.
Para entornos de producción flexibles que manejan múltiples tipos de productos, los sistemas de instalación robótica de autocierre que utilizan robots colaborativos (cobots) equipados con efectores finales de inserción están creciendo en adopción. Estos sistemas se pueden programar para diferentes tipos de sujetadores y diseños de paneles sin herramientas duras dedicadas, lo que brinda la consistencia de la instalación de equipos automatizados con la flexibilidad de la operación manual: una combinación convincente para los fabricantes de chapa metálica por contrato que manejan trabajos de volumen medio y de alta mezcla.
El rendimiento de los sujetadores autoadhesivos se caracteriza por tres valores de carga que juntos definen la resistencia del sujetador a las fuerzas que experimentará en servicio. Comprender qué significa cada valor y cómo se relaciona con las condiciones de carga de la aplicación es esencial para verificar que un sujetador autoadhesivo sea adecuado para el diseño de la junta.
else rated values are specified by manufacturers at a defined installation force on a specified sheet material and thickness. Installing at lower than the specified installation force — due to an underpowered press or an operator stopping the stroke early — produces installed fasteners with significantly lower actual performance than the published ratings. This is why force monitoring on automated insertion equipment is not a luxury but a quality requirement for any application where the joint loading approaches a meaningful fraction of the published performance values.
Los sujetadores autoadhesivos compiten con las tuercas para soldar y las tuercas remachables en muchas aplicaciones de chapa, y la elección correcta depende de la combinación específica de material de la lámina, espesor, volumen de producción, requisitos de acabado superficial y restricciones de acceso al ensamblaje. Ninguna tecnología es universalmente superior: cada una gana en contextos específicos.
Las tuercas para soldar ofrecen la mayor resistencia de unión y no se ven afectadas por la dureza de la lámina, pero requieren acceso para soldar desde uno o ambos lados, introducen calor que puede distorsionar los paneles delgados y dañar los revestimientos cercanos, requieren una limpieza posterior a la soldadura y, a menudo, un nuevo acabado de la zona de soldadura, y agregan el costo de las operaciones de soldadura calificadas. Son la elección correcta para aplicaciones de acero estructural grueso donde los requisitos de resistencia de las juntas exceden lo que pueden proporcionar los sujetadores a presión y para materiales donde el autoremachado no es factible. Las tuercas remachables ciegas se pueden instalar con acceso unilateral usando herramientas manuales o neumáticas simples sin prensa, lo que las hace más versátiles para instalación en campo y aplicaciones de modernización, pero dependen de una herramienta de ajuste separada y dejan una brida externa que sobresale de la cara del panel, menos limpia que una instalación autoremachable al ras.
Los sujetadores autoadhesivos ganan cuando el volumen de producción justifica el uso de herramientas de prensado, cuando se debe mantener el acabado de la superficie del panel en ambas caras (sin salpicaduras de soldadura, sin bridas externas), cuando el material de la lámina es lo suficientemente blando como para permitir el remachado y cuando la instalación se puede realizar antes de recubrir o ensamblar el panel. Producen una instalación más limpia y profesional que las tuercas remachables con capacidades de carga equivalentes en láminas de acero y aluminio, y la ausencia de cualquier rosca de enganche de herramienta separada significa que no hay que gestionar daños en el mandril ni limitación de profundidad de enganche de rosca por parte de la herramienta de ajuste. Para la producción de gabinetes de chapa metálica de gran volumen (chasis de servidores, gabinetes eléctricos, soportes para automóviles y carcasas de equipos médicos), los sujetadores autoadhesivos instalados mediante equipos automatizados suelen tener el costo total más bajo por junta una vez que el volumen justifica la inversión en herramientas.
Solicitar sujetadores autoadhesivos sin una especificación completa es un camino confiable para recibir el producto equivocado: la combinación de tipo de sujetador, tamaño de rosca, espesor de lámina y opciones de materiales disponibles dentro de la gama de un solo fabricante abarca cientos de números de pieza individuales, y las descripciones de catálogo que parecen similares pueden diferir en detalles dimensionales críticos. Una especificación completa incluye todos los siguientes parámetros.






")
")
")

Copyright © Estable Industrial Fasteners Co., Ltd. All Rights Reserved
